
Ultrasonic welding is well suited for bonding medical devices because it uses the device material itself to form a bond, without introducing glues or adhesives.
It is ideal for joining plastic parts in a fast, clean, efficient, and repeatable process. All kinds of specific guidelines for material selection come into play: joint and fixture design and development, welding process optimization, and process control.
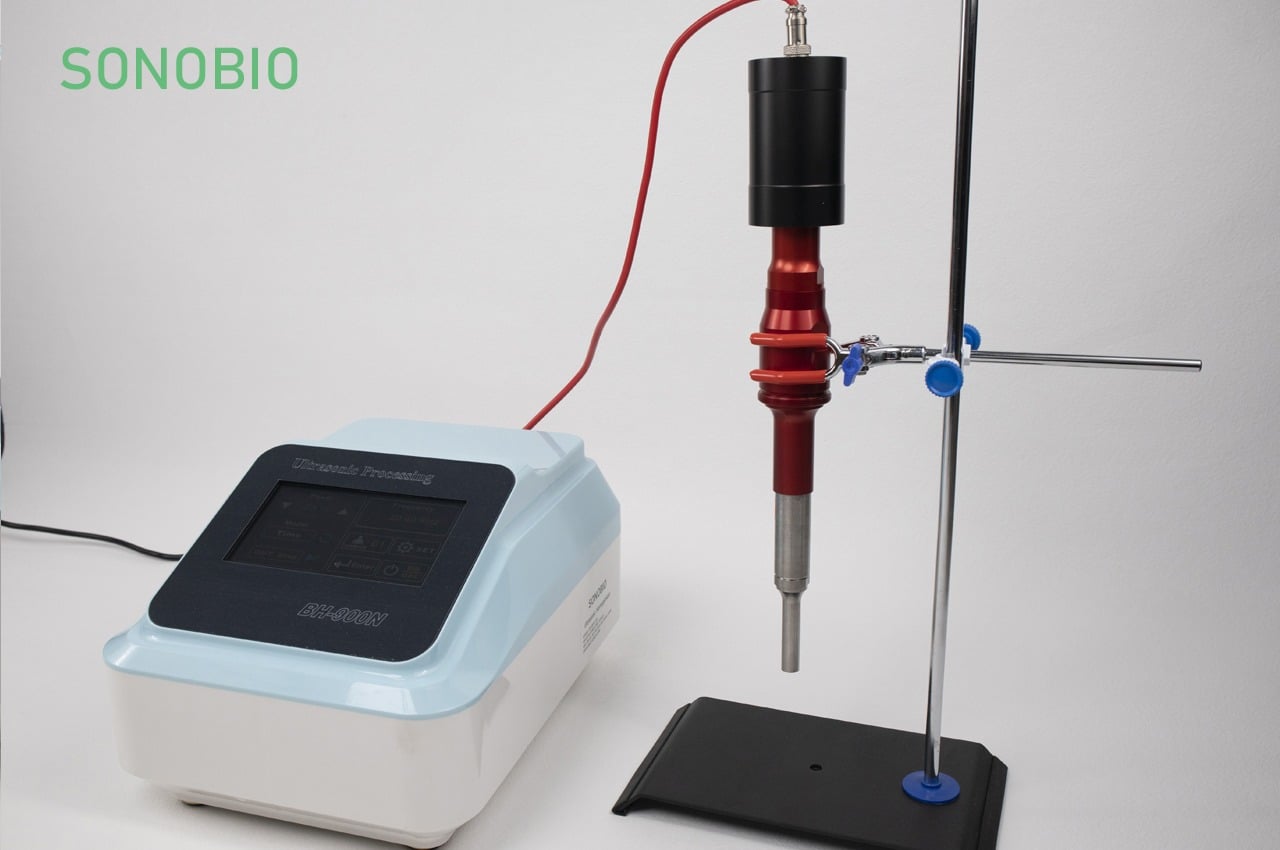
Ultrasonic welding joins thermoplastic parts by using high-frequency (typically 20 to 40 kilohertz) vibration to melt material at the junction of the parts. Many thermoplastics, both amorphous (such as polystyrene) and semi-crystalline (such as nylon), can be ultrasonically welded. Ideally, both parts in a weld are made from the same material. However, many combinations of unlike plastics can be ultrasonically welded if their melting temperatures are fairly close.
In the ultrasonic welding machine, the two parts are fixtured to be aligned and touching. A “horn” that transfers ultrasonic energy is moved to apply pressure to the top part. The horn then vibrates at high frequency and the friction of one part vibrating against the other produces heat. This softens and melts the plastic at the interface between the parts, joining them.
Ultrasonic weld fixtures are very important in achieving good, repeatable welded assemblies. Designing them to fit their application requirements is essential. Critical considerations include:
- Size of the parts being welded;
- Weld pressure;
- Energy;
- Cosmetic requirements;
- Materials;
- Tolerances;
- Shape of the parts being joined;
- Assembly requirements for hermetic seal, structural joint or non-structural joint;
- Flashing requirements.
Some of the different tooling configurations available for fixturing used in ultrasonic welding include:
- Poured Urethane Fixture;
- Metal Fixture;
- Clamping/Siding Fixture;
- Automatic Fixture (Pneumatic);
- Quick Tooling Setups.
HERE ARE FIVE THINGS ABOUT THIS PROCESS THAT YOU NEED TO KNOW:
1. Analyze the pros and cons of the urethane imprint approach.
A poured urethane fixture may be the best option for a molded part with a very complex shape or geometry. Poured fixtures use a mold to create an exact print of the part being welded. They reduce the potential for marking during welding.
However, there’s a downside to using the urethane imprint approach: With time, the fixture can start to give way; parts can become loose and cause a variety of problems. Lower weld strength, leaky welds, and other cosmetic issues can appear. These issues are not insurmountable.
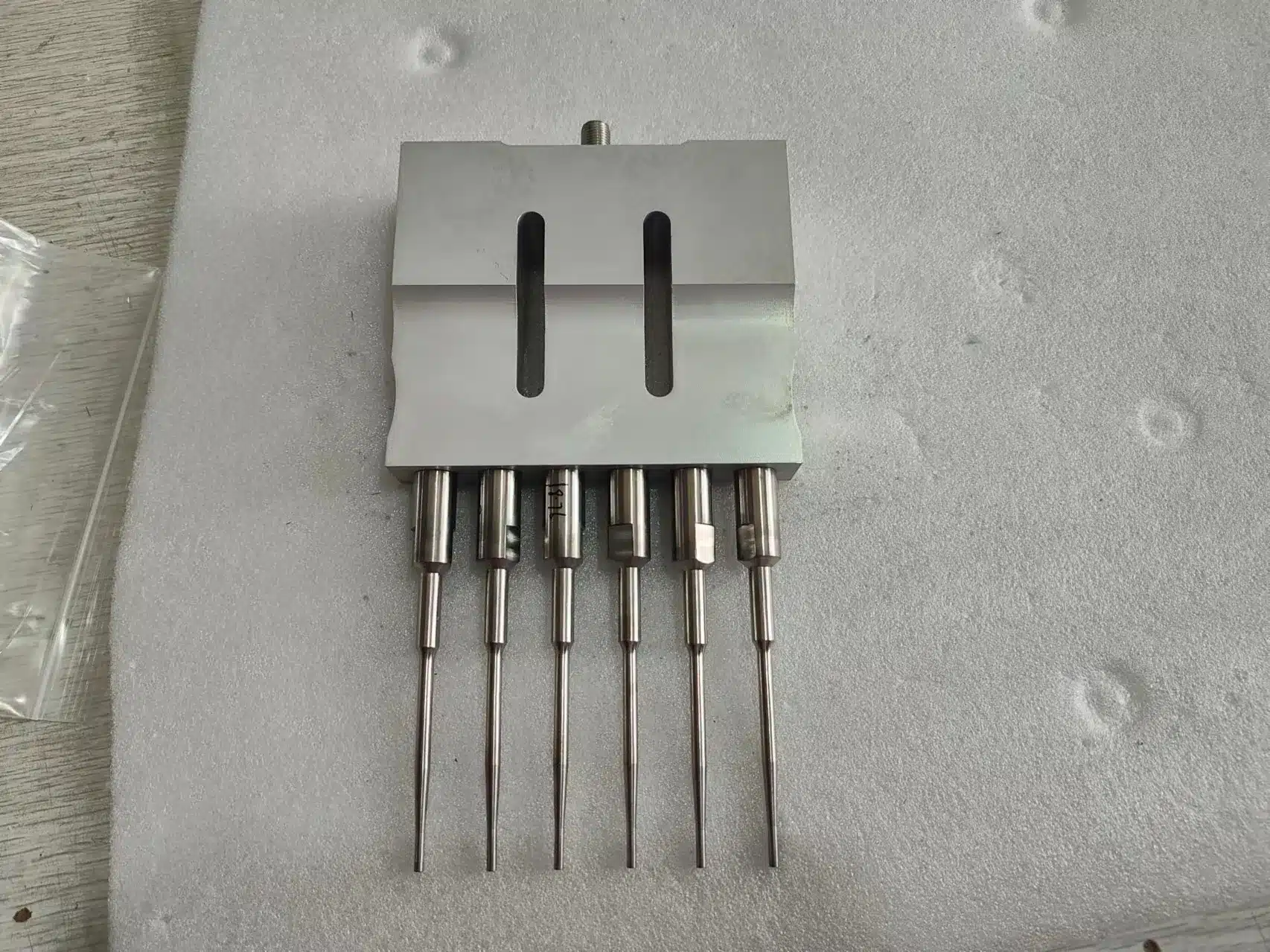
2. Consider other fixture materials.
Aluminum, plastic, titanium and stainless steel are also used for fixtures. Metal fixtures can be coated to help prevent parts from marking during the weld process, or to address other material compatibility issues. Nest fixtures can also be made of multiple materials. The material will impact energy transfer and should be selected according to the plastic resin being used, the configuration of the weld joint, and its application.
3. Proper positioning of the nest fixture is key.
The fixture must not reflect weld vibration during the weld process. It must hold the part securely in place. It also should not touch the part that is in contact with the horn.
4. The nest fixture must align the plastic weld joints perpendicular to the mating weld part.
If the mating part is not perpendicular to the horn, flashing, leaky welds, cosmetic marking and structural issues may arise.
5. Will the welded part need to be separated from the fixture after welding?
Many nest fixtures are designed with actuating features or cutouts that help make this possible. Care must be taken to assure this design feature does not affect the performance of the weld joint or interfere with the welded part.
Thorough knowledge of all the weld requirements is essential to the design and performance of an ultrasonic weld nest fixture and tooling. A high-quality ultrasonic welding process will be designed with careful selection of all available tooling options and variables. The fixtures themselves must be thoughtfully designed and fabricated to ensure reliability of both the joint and the device to which it is welded.
Related posts


Popular products
-
 Piezo Ceramic Ring Φ50mm
$9.00
Piezo Ceramic Ring Φ50mm
$9.00
-
35kHz 900Watt 35FS915
$207.00
-
Branson 922 /CJ-20/CR-20 Replacement 20kHz 3600Watt
$380.00
-
Piezo Ceramic Ring Φ40mm
$5.00
-
40kHz 800Watt F25SAP
$180.00
-
Piezo Ceramic Ring Φ25mm
$4.00
-
 Ultrasonic Food(Cake,biscuit)Cutter/Cutting Machine/Blade
$1,500.00 – $1,700.00
Ultrasonic Food(Cake,biscuit)Cutter/Cutting Machine/Blade
$1,500.00 – $1,700.00
-
Piezo Ceramic Ring Φ55mm
$11.50
-
20kHz 2000Watt Ultrasonic Generator
$600.00
-
35kHz 1200Watt Ultrasonic Generator
$700.00
-
Piezo Ceramic Ring Φ69~Φ70mm
$20.00
-
35kHz 300Watt-D30-SA
$170.00
-
35kHz 900Watt 35FA915-1
$207.00
-
Rotary Ultrasonic Cutter Laboratory Industrial Ultrasound Plastic Cutting Knife Machine
$1,799.00
-
Telsonic 36kHz 1000watt Replacement
$550.00














